
Venteos en Moldes
Los Venteos de Molde son elementos fundamentales en el diseño del molde para Moldeo por Inyección. Un sistema de Venteos de Molde bien diseñado asegura una evacuación eficiente del aire y los gases, mejorando la calidad de las piezas moldeadas y la vida útil del molde.
En la fabricación de piezas plásticas, el moldeo por inyección es uno de los procesos más utilizados, para lo cual moldingvps ha desarrollado una serie de aplicaciones funcionales para volver más práctico el entorno de quienes nos dedicamos a ello.
Sin embargo, para garantizar la calidad y eficiencia de un proceso de moldeo, el diseño del molde juega un papel crucial. Entre los elementos clave, los Venteos de Molde son esenciales para asegurar que el aire atrapado y los gases generados durante la inyección se evacúen de manera eficiente.
En este artículo pretendemos resaltar la importancia de los Venteos de Molde en el proceso por inyección, de manera sencilla y práctica. También analizaremos las características principales de los venteos:
¿Qué son los Venteos de Molde y por qué son importantes?
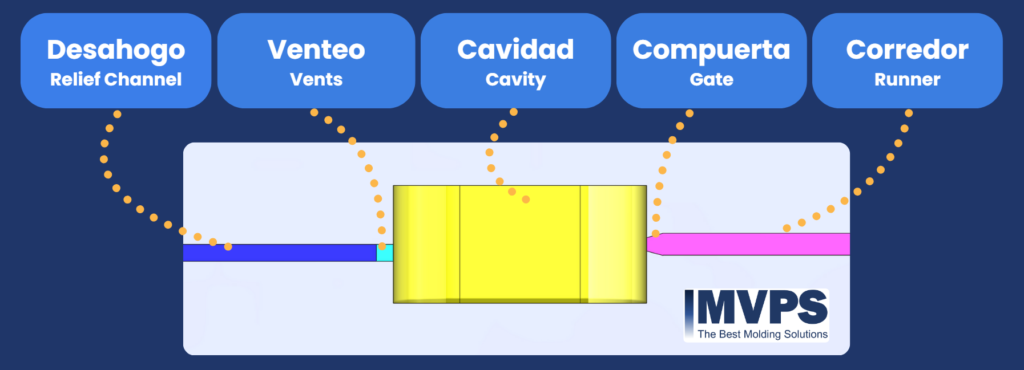
Los Venteos de Molde son pequeñas aberturas o canales colocados estratégicamente en las cavidades del molde, que permiten la salida del aire y los gases generados durante el llenado de la cavidad con material fundido.
Sin los Venteos de Molde adecuados, el aire atrapado puede causar defectos como quemaduras, vacíos, rebabas o un llenado incompleto de la cavidad. Además, la acumulación de gases puede generar presiones internas que afectan la durabilidad del molde y la calidad del producto final.
Un sistema de Venteos de Molde bien diseñado mejora la calidad de la pieza moldeada, reduce los tiempos de ciclo y prolonga la vida útil del molde. Para lograr esto, es crucial considerar cuidadosamente los parámetros principales del venteo: longitud, ancho, profundidad y la integración de canales de desahogo.
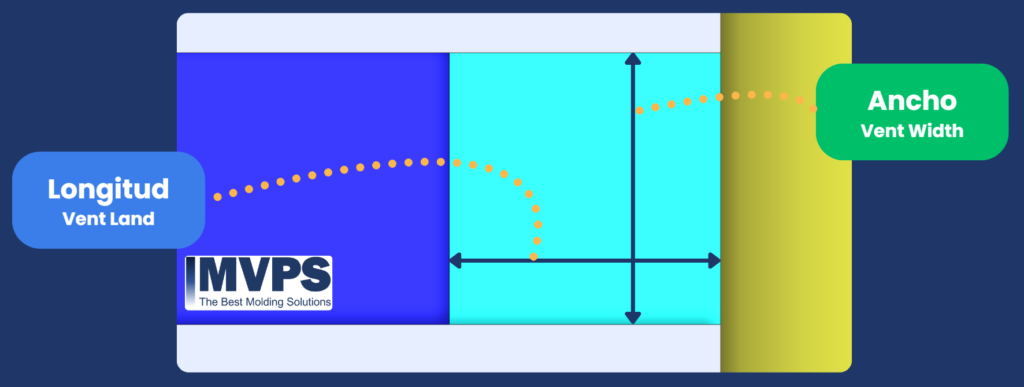
Longitud de Venteo (Vent Land)
La longitud de venteo, conocida como “Vent Land”, se refiere a la distancia del canal de venteo desde el borde de la cavidad del molde hasta el punto donde termina la abertura de escape (Relief). Esta longitud es fundamental para garantizar que el aire y los gases sean expulsados de manera controlada sin permitir la fuga del material fundido.
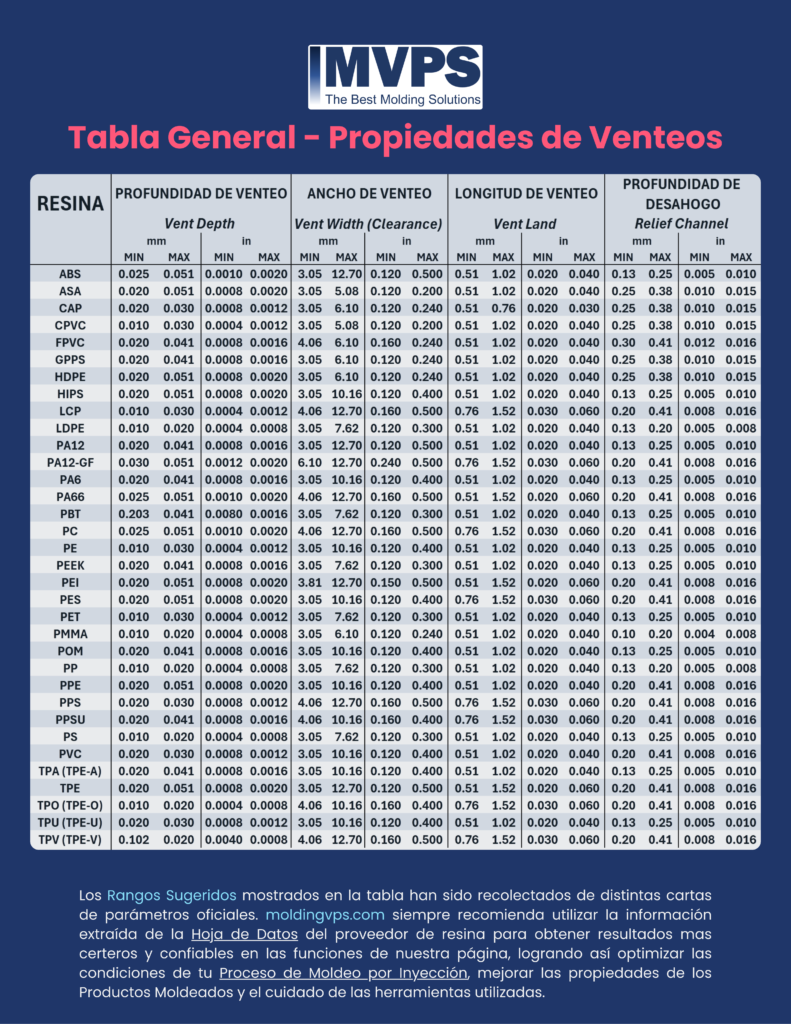
Por lo general, la longitud de venteo se diseña entre 0.51 mm y 1.52 mm (0.020 in – 0.060 in), dependiendo del material plástico utilizado y las dimensiones de la pieza. Un correcto balance en la longitud asegura una evacuación eficiente sin comprometer la integridad del molde o la pieza.
Factores clave:
- Longitud Excesiva: Puede dificultar la salida eficiente de los gases y provocar acumulación de presión en la cavidad.
- Longitud Reducida: Puede aumentar el riesgo de que el material fundido se escape a través del canal de venteo, generando rebaba.
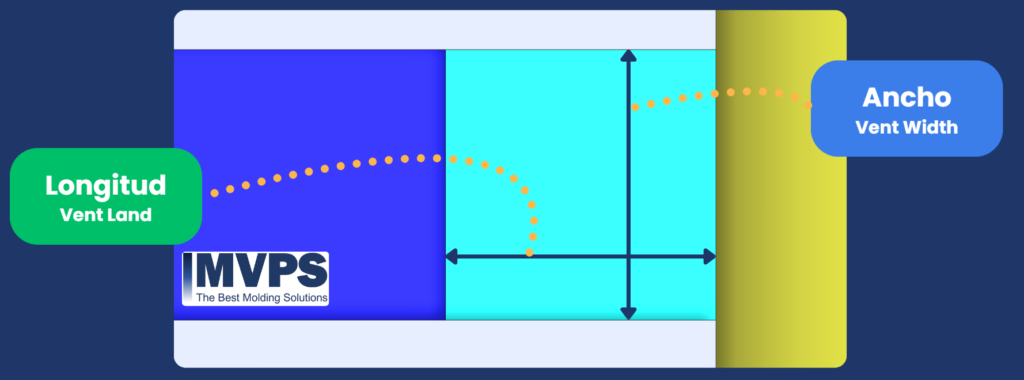
Ancho de Venteo (Vent Width)
El ancho de venteo determina el área total disponible para la salida de los gases. Esta dimensión es crucial porque determina la cantidad de aire y gases que pueden ser evacuados durante el ciclo de inyección.
El ancho típico de un venteo oscila entre 3.05 mm y 12.70 mm (0.120 in – 0.500 in), dependiendo del tamaño de la cavidad y la viscosidad del material. En moldes más grandes o en aplicaciones de materiales de baja viscosidad, se suelen emplear anchos mayores.
Factores clave:
- Anchura Excesiva: Mejoran la capacidad de evacuación de gases, pero pueden aumentar el riesgo de rebabas si la profundidad del venteo no está correctamente ajustada.
- Anchura Reducida: Pueden ser insuficientes para permitir una evacuación adecuada, especialmente en piezas de gran tamaño o con formas complejas.
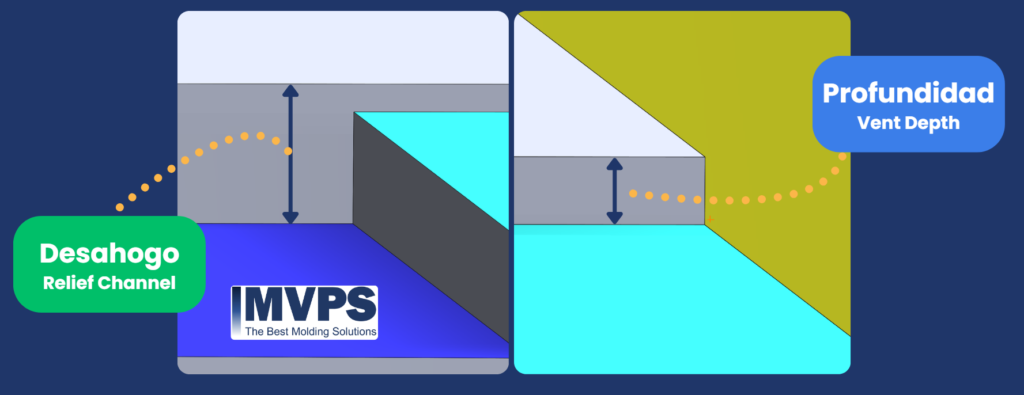
Profundidad de Venteo (Vent Depth)
La profundidad del venteo es probablemente el parámetro más crítico, ya que determina el punto de equilibrio entre una evacuación efectiva de los gases y la prevención de fugas del material fundido.
Si la profundidad es excesiva, el material fundido puede escapar, creando rebabas. Por el contrario, una profundidad insuficiente puede obstruir la salida de gases, causando defectos como quemaduras o llenados incompletos.
La precisión en el maquinado de los venteos es esencial para mantener las tolerancias especificadas y evitar problemas de calidad en la pieza moldeada.
Factores clave:
- Materiales de alta viscosidad como polietileno de alta densidad requieren profundidades de entre 0.02 mm y 0.05 mm (0.0008 in – 0.0020 in).
- Materiales de baja viscosidad como poliamidas o policarbonato pueden necesitar profundidades de entre 0.01 mm y 0.02 mm (0.0004 in – 0.0008 in).
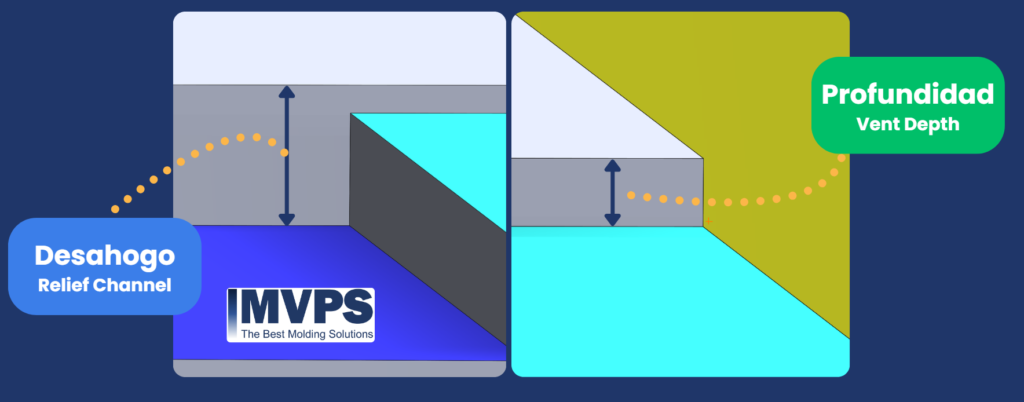
Canal de Desahogo (Relief Channel)
El canal de desahogo es una extensión del venteo que facilita el movimiento continuo de los gases hacia el exterior de las cavidades del molde. Una vez que el aire o los gases pasan por el venteo principal, el canal de desahogo los conduce fuera del sistema.
Este canal suele tener un ancho igual o mayor que el del venteo principal y una profundidad progresiva que facilita la eliminación de los gases. Su diseño debe asegurar que no interfiera con la estructura del molde ni con el funcionamiento del sistema de inyección.
Factores clave:
- Profundidad Recomendada 0.10 mm – 0.40 mm (0.004 in – 0.016 in).
- Reduce la resistencia al flujo de aire y gases, permitiendo una evacuación más rápida.
- Evita la acumulación de gases en áreas críticas del molde.
- Prolonga la vida del molde al minimizar la presión interna.
Diseño y mantenimiento de los Venteos de Molde
Tanto el diseño adecuado de los venteos como su mantenimiento regular son fundamentales para garantizar un rendimiento óptimo del molde. Los siguientes puntos son recomendaciones clave:
- Inspección regular: Los venteos pueden obstruirse con residuos del material o con partículas durante el ciclo de moldeo. Una limpieza periódica asegura su funcionalidad.
- Material del molde: Los aceros endurecidos o materiales resistentes al desgaste son ideales para evitar daños en los venteos durante el uso.
- Pruebas iniciales: Antes de la producción en masa, se deben realizar pruebas para verificar que el sistema de venteo funcione correctamente.
Todos los moldes diseñados para Moldeo por Inyección deben considerar cuidadosamente la longitud, el ancho, la profundidad del venteo y la inclusión de canales de desahogo, los fabricantes pueden optimizar el proceso de moldeo y reducir los costos asociados a defectos y mantenimiento.
El mantenimiento correcto de los venteos no solo es una práctica recomendada, sino una necesidad para garantizar el éxito en la producción por inyección. Debe incluirse dentro del Mantenimiento Preventivo del Molde y deben ser reacondicionados cada vez que sea necesario, dependiendo del volumen de producción y el tipo de material utilizado.
También es necesario considerar que si un molde se decide utilizar para otro tipo de material plástico, deben tomarse las acciones necesarias para que los venteos no causen problemas o defectos que no sucedían en el uso del material anterior, o que las resinas utilizadas tengan compatibilidad en cuanto a a las características del diseño de venteos.
Moldingvps se ha dado a la tarea de investigar en una gran cantidad de hojas de información de resinas, logrando encontrar los rangos mínimos y máximos para distintas familias de plásticos. Sin embargo, es recomendable solicitar la información precisa al fabricante de resina, tanto para el diseño como para el mantenimiento del molde.
Visita nuestra Web App y realiza los experimentos de moldeo; además, revisa, descarga e imprime los resultados, todos tus cálculos y experimentos se quedaran guardados.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas y dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.