


Prueba Melt 30/30: Optimización de la Temperatura de Masa Fundida
El análisis de la Temperatura de Masa Fundida (Melt Temperature) es uno de los pilares más importantes para estandarizar el proceso de moldeo por inyección. Dado que esta variable influye directamente en la viscosidad del material y en el llenado de la cavidad, cualquier variación no controlada afectará negativamente a todos los ejercicios y parámetros posteriores.
Configurar las resistencias del barril no es suficiente; es obligatorio verificar la temperatura real del plástico antes de iniciar cada lote de producción.
Para automatizar este análisis y registrar tus ventanas de proceso de forma segura, utiliza las herramientas avanzadas de www.moldinghub.com.
El Método Melt 30/30 y el Perfilado del Barril
Además de asegurar que la resina se encuentre en su estado óptimo de fusión, esta prueba te permitirá diagnosticar y perfilar correctamente la temperatura del barril, estableciendo un punto de partida técnico y repetible para tu producción.
Herramientas Requeridas:
- Pirómetro de Pipeta Metálica: Capaz de soportar altas temperaturas.
- Flama Directa: Para el precalentamiento de la pipeta o sonda.

Instrucciones Paso a Paso para la Prueba Melt 30/30
Sigue rigurosamente este procedimiento para asegurar una medición precisa:
- Configura el Barril: Establece las temperaturas iniciales de calentamiento del barril según la ficha técnica de la resina.
- Abastece la Tolva: Carga la tolva de alimentación con suficiente resina. IMPORTANTE: El barril nunca debe quedarse vacío durante los disparos de muestra.
- Precalienta el Pirómetro: Calienta la pipeta metálica con flama directa a la temperatura sugerida por el sistema (como regla general: toma la temperatura de la boquilla/nariz como referencia y súmale 30 °F).
- Acumula la Purga (10 a 30 Disparos): Realiza 10 disparos al aire (purga) de forma consecutiva (o los necesarios) para acumular una masa abundante de plástico fundido. Esto dependerá del tamaño de disparo del proceso.
- Mide la Masa (Los 30 Segundos): Introduce la pipeta metálica caliente en el centro de la masa plástica acumulada. Mantén la pipeta en constante movimiento circular sin sacarla ni separar la masa durante 30 segundos exactos.
- Registra tus Resultados: Introduce los valores máximos obtenidos en las casillas de nuestro formulario en MoldingHub.
🛑 Validación en Tiempo Real (Ventana de Proceso): El formulario inteligente calculará automáticamente tu ventana de temperatura permitida. Si tus valores medidos salen del rango seguro, el sistema mostrará una silueta de alerta en color rojo. Los datos deben permanecer dentro de los márgenes recomendados para validar el proceso.
Los parámetros de Temperatura de Barril pueden ser los mismos, pero si no se verifica la Temperatura de Masa Fundida antes de realizar un experimento o antes de iniciar cada lote de producción, pueden ocurrir una gran cantidad de variaciones en el Proceso de Moldeo por Inyección.
Para desarrollar este experimento será necesario contar con un Pirómetro de Pipeta Metálica, que pueda soportar las altas temperaturas y tenga posibilidad de ser calentada mediante flama directa.
Además de efectuar la prueba Melt 30/30, también podremos perfilar la Temperatura del Barril para obtener un punto de partida para la elaboración del Proceso de Moldeo.
Procedimiento
Selecciona la Tarjeta en la sección de MoldingApp

Selecciona el Sistema de Medición
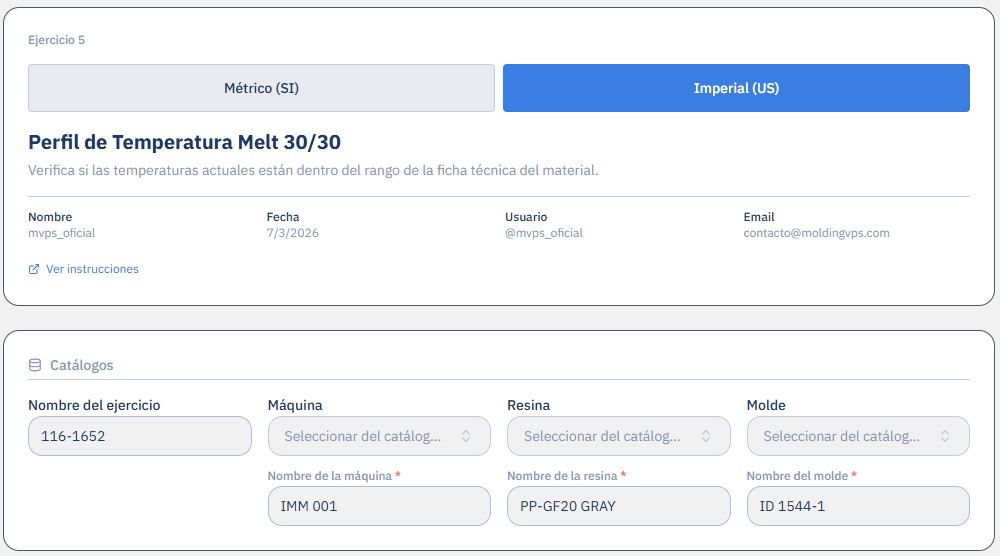
Ingresa los nombres o ID de los elementos:
Nombre del ejercicio, Máquina, Resina y Molde, Agrega comentarios de ser necesario.
*Los ítems pueden ser seleccionados directamente desde tu base de datos
*Los datos de resina y de molde no son necesarios, pero sirven para identificar y relacionar tus equipos para futuros calculos.
Ingresa la Información de Cálculo
Ingresa los datos requeridos:
Todos los datos son importantes para obtener resultado precisos sobre el uso de tu secador.

Selecciona “Calcular” para avanzar al siguiente paso.
Resultados
En caso de que alguna o varias zonas estén fuera del rango establecido, se mostrará una alerta de proceso, esto nos ayudará a revisar y reconfigurar nuestro cálculo.
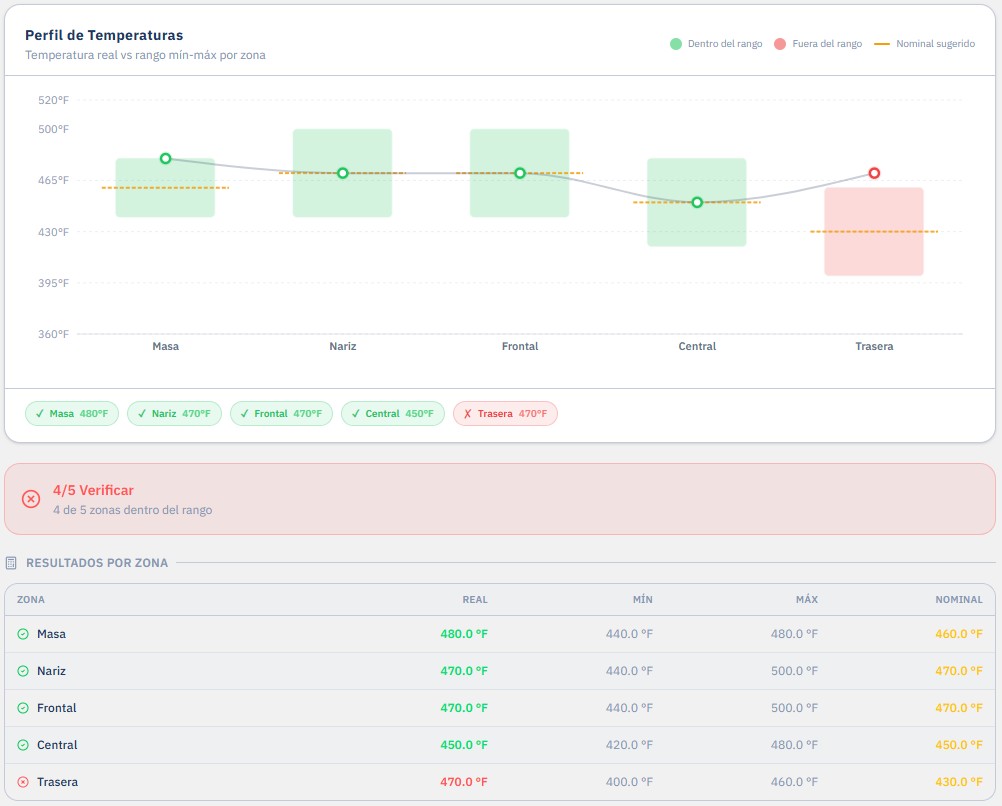
Los resultados óptimos se mostrarán en verde dentro de la ventana de temperatura predefinida en el estudio y recomendada por la hoja técnica del fabricante de resina.
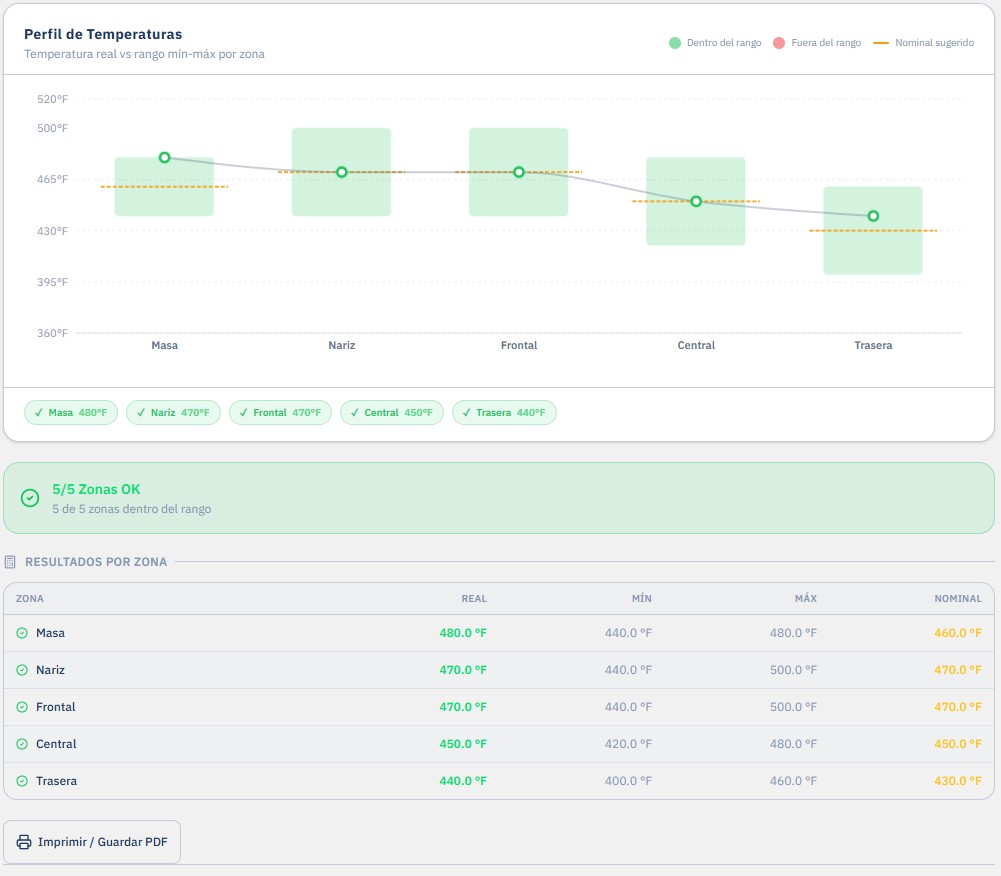
Descarga e Imprime
Puedes descargar los resultados en formato PDF e imprimirlos, es muy importante tener un archivo de tus cálculos, es por eso que MVPS te ofrece un almacenamiento personal en nuestro sitio www.moldinghub.com.
FAQ’s – Preguntas Frecuentes
¿Qué es el método Melt 30/30 en moldeo por inyección?
Es una técnica estandarizada para medir la temperatura del plástico fundido. Consiste en purgar material durante 30 segundos para estabilizar el barril y luego realizar la lectura manual con un pirómetro de inmersión en menos de 30 segundos.
¿Por qué no debo confiar solo en las lecturas de las bandas de calor?
Los termopares de la máquina miden la temperatura del acero del barril, no del plástico. Factores como la fricción del tornillo y la contrapresión pueden hacer que el material esté mucho más caliente de lo que indica la pantalla.
¿Cómo influye la temperatura de la masa en la viscosidad?
Una temperatura incorrecta altera la viscosidad del polímero, provocando variaciones en el llenado, ráfagas o degradación. El método 30/30 garantiza que procesas el material dentro de la ventana técnica recomendada.
¿Cuál es el error más común al medir la temperatura del purgado?
Esperar demasiado tiempo antes de insertar la sonda. El plástico pierde calor rápidamente al contacto con el aire; por ello, la medición debe ser inmediata y precisa para reflejar la realidad del proceso.
Tip Profesional:
Valida tus parámetros térmicos con precisión. Realiza tus cálculos de procesamiento desde tu PC o Laptop en nuestra aplicación web www.moldinghub.com.
¿Cuándo es obligatorio realizar una prueba Melt 30/30?
Es indispensable durante la validación de un molde nuevo, al cambiar de lote de resina o cuando se presentan defectos visuales inexplicables relacionados con la fluidez del material.
¿Cómo ayuda este método a reducir el tiempo de ciclo?
Al conocer la temperatura real, puedes optimizar el enfriamiento. Procesar a una temperatura innecesariamente alta solo para “llenar mejor” aumenta el tiempo de ciclo y el costo energético de la planta.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas, dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.
