


Razón de Intensificación en Moldeo por Inyección
La Razón de Intensificación (también conocida como Ratio o Relación de Intensificación) es el factor multiplicador que transforma la presión ejercida en el pistón hidráulico de la máquina de inyección y la traslada al husillo, donde se convierte en presión real sobre el plástico.
En términos sencillos: no es una exponenciación matemática, sino una relación física basada en la diferencia de áreas entre el pistón hidráulico (más grande) y el husillo (más pequeño).
¿Cómo funciona la conversión de Presión Hidráulica a Plástica?
Para controlar con precisión tu proceso de moldeo, necesitas hablar el idioma del plástico, no el de la máquina. La transformación ocurre así:
1. Presión Hidráulica (Hpsi o Hbar): Es la fuerza medida en el sistema hidráulico de la inyectora.
2. Transferencia de Fuerza: Esta presión empuja el pistón, el cual transmite la fuerza directamente al husillo dentro del barril.
3. Presión Plástica (Ppsi o Pbar): Debido a que el diámetro del husillo es menor que el del pistón, la presión se intensifica, convirtiéndose en la presión real que empuja el material hacia el molde.
La Presión Hidráulica, medida en Hpsi o Hbar es ejercida en el Pistón de Hidráulico y esta es transportada al Barril mediante la transferencia al Husillo, así convertimos la medida en unidades de Presión Plástica Ppsi o Pbar.
La fórmula matemática para entender esta relación es:

El caso de las Máquinas de Inyección Eléctricas
Si trabajas con inyectoras 100% eléctricas, ¡buenas noticias! Debido a su configuración y al uso de servomotores directos, su Razón de Intensificación es de 1:1.
En estas máquinas no es necesario realizar cálculos de conversión, ya que los valores que muestra la pantalla de control ya están expresados directamente en unidades de Presión Plástica.

Procedimiento
Selecciona la Tarjeta en la sección de MoldingApp
Selecciona el Sistema de Medición
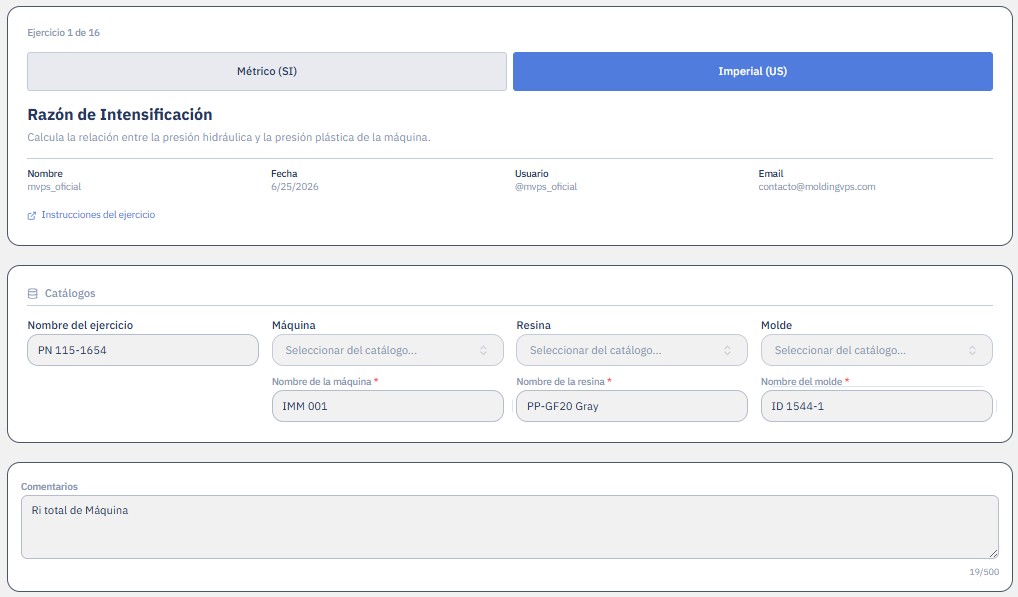
Ingresa los nombres o ID de los elementos:
Nombre del ejercicio, Máquina, Resina y Molde, Agrega comentarios de ser necesario.
*Los ítems pueden ser seleccionados directamente desde tu base de datos
*Los datos de resina y de molde no son necesarios, pero sirven para identificar y relacionar tus equipos para futuros calculos.
Ingresa la Información de Cálculo
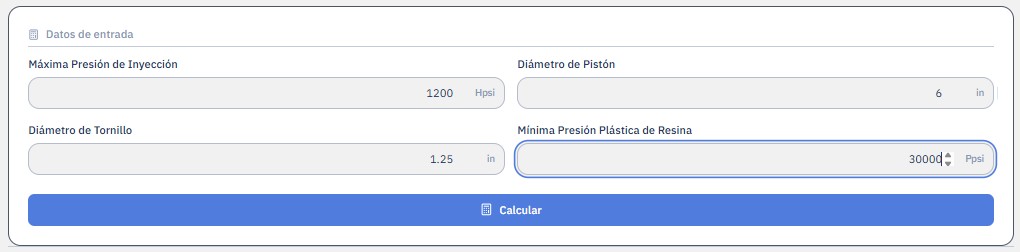
Ingresa los datos requeridos:
Máxima presión de inyección de la máquina, diámetro de pistón hidráulico, diámetro de tornillo y mínima presión plástica de resina.
Resultados
En caso de que la presión plástica de la máquina sea mayor a la requerida por la resina, el resultado será marcado en verde, validando que el material podá ser inyectado adecuadamente por la máquina.
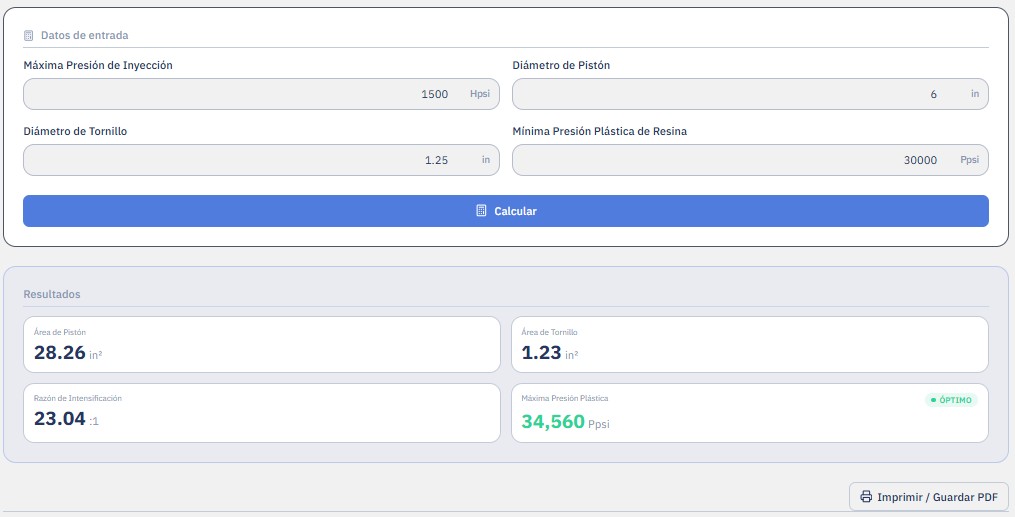
En caso de que la presión plástica de la máquina sea menor a la requerida por la resina, el resultado será marcado con rojo, alertando de posible fallo en tu proceso, ya que no será posible inyectar el material adecuadamente.

Descarga e Imprime
Puedes descargar los resultados en formato PDF e imprimirlos, es muy importante tener un archivo de tus cálculos, es por eso que MVPS te ofrece un almacenamiento personal en nuestro sitio www.moldinghub.com.
FAQ’s – Preguntas Frecuentes
¿Qué es la razón de intensificación (RI)?
Es la relación numérica entre el área del pistón de inyección y el área del tornillo. Nos permite convertir la presión hidráulica de la máquina en presión de inyección real sobre el plástico.
¿Por qué es importante conocer la RI de mi máquina?
Porque si cambias un molde de una máquina a otra con diferente RI, aunque uses la misma presión hidráulica, la presión sobre el plástico será distinta, afectando las dimensiones de la pieza.
¿Cómo se calcula la presión del plástico (Plastic Pressure)?
Se obtiene multiplicando la presión hidráulica leída en el manómetro por la razón de intensificación de la prensa.
¿La razón de intensificación es igual en todas las máquinas?
No. Varía según el fabricante y el modelo. Las máquinas hidráulicas suelen tener valores entre 10:1 y 15:1, mientras que las eléctricas manejan conceptos de torque distintos 1:1.
¿Qué sucede si ignoro la RI al transferir un molde?
Riesgo de piezas incompletas (short shots) o rebabas (flash), ya que no estarás aplicando la fuerza de compactación adecuada al material, comprometiendo la calidad final.
¿Dónde encuentro el valor de la RI de mi equipo?
Generalmente se encuentra en el manual de la máquina o en la placa de datos técnicos del fabricante. Es fundamental documentarlo en la hoja de parámetros. Tambien puedes calcularlo en nuestra aplicación web.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas, dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.
