


Ventana de Proceso
El Experimento de Ventana de Proceso MVPS® es una herramienta matemática desarrollada por MVPS que permite visualizar los rangos de los Parámetros elegidos de un Proceso, para así determinar sus efectos en los resultados finales, en este caso las Piezas Moldeadas.
En el Moldeo por Inyección los parámetros críticos de proceso suelen ser la Presión de Sostenimiento y la Temperatura, ya sea del Molde o la Masa Fundida, estableciendo así los rangos en los que puede trabajar un proceso sin alterar los resultados del Producto Final.
La función del Experimento de Ventana de Proceso MVPS® es monitorear y ajustar estos parámetros dentro de las tolerancias establecidas, garantizando así un funcionamiento óptimo del sistema. Gracias a esta herramienta, los usuarios pueden realizar un seguimiento en tiempo real de los parámetros y tomar medidas correctivas en caso de desviaciones.
Para lograr la efectividad de este ejercicio es necesario haber completado todos los ejercicios anteriores y haber obtenido resultados satisfactorios en cada uno de ellos.
Instrucciones
Con la información previamente resuelta de todos los ejercicios y estudios anteriores, obtendremos la mayoría de la información necesaria para iniciar este experimento.
- Cargar todos los Parámetros de Entrada conforme los estudios previos.
- Capturar el rango menor y mayor para la Temperatura de Molde o Temperatura de Masa Fundida, según sea el caso.
- Establecer los Límites Inferiores y Superiores deseados para los Valores de Salida de Proceso.
- Verificar el orden aleatorio para ejecutar las muestras de moldeo.
- Configurar los Parámetros de Ventana Proceso según lo indique el Orden #1,
- Realizar un Arranque Seguro de Proceso,
- Esperar por lo menos 5 disparos para tomar las Piezas Moldeadas de Muestra.
- Anotar los Valores de Salida de Proceso en la fila correspondiente.
- Repetir pasos 5 y 6 para cada Muestra de Moldeo.
- Una vez terminadas las Muestras de Moldeo
- Medir las Dimensiones Críticas de Funcionamiento
- Verificar que las piezas estén libres de Defectos Cosméticos.
- Analizar resultados de la Ventana de Proceso.
- Evaluar resultados y anotar comentarios.
NOTA: Si los resultados no son exitosos, se deberá evaluar la posibilidad de Rediseñar el Experimento.
Procedimiento
Selecciona la Tarjeta: Ventana de Proceso

1. Selecciona el Sistema de Medición.
2. Ingresa los nombres o ID de los elementos:
– Molde,
– Máquina,
– Resina y
– Producto Moldeado.
3. Ingresa el Tipo de Resina, puede ser el nombre completo o su acrónimo.
4. Selecciona la Estructura Química del material.
5. Ingresa el Tiempo de Enfriamiento del Proceso de Moldeo.

6. Ingresa los Límites de Presión de Sostenimiento de la Hoja de Datos de la Resina.
7. Ingresa los Límites de Temperatura de Molde o Melt (Según sea el caso) de la Resina.
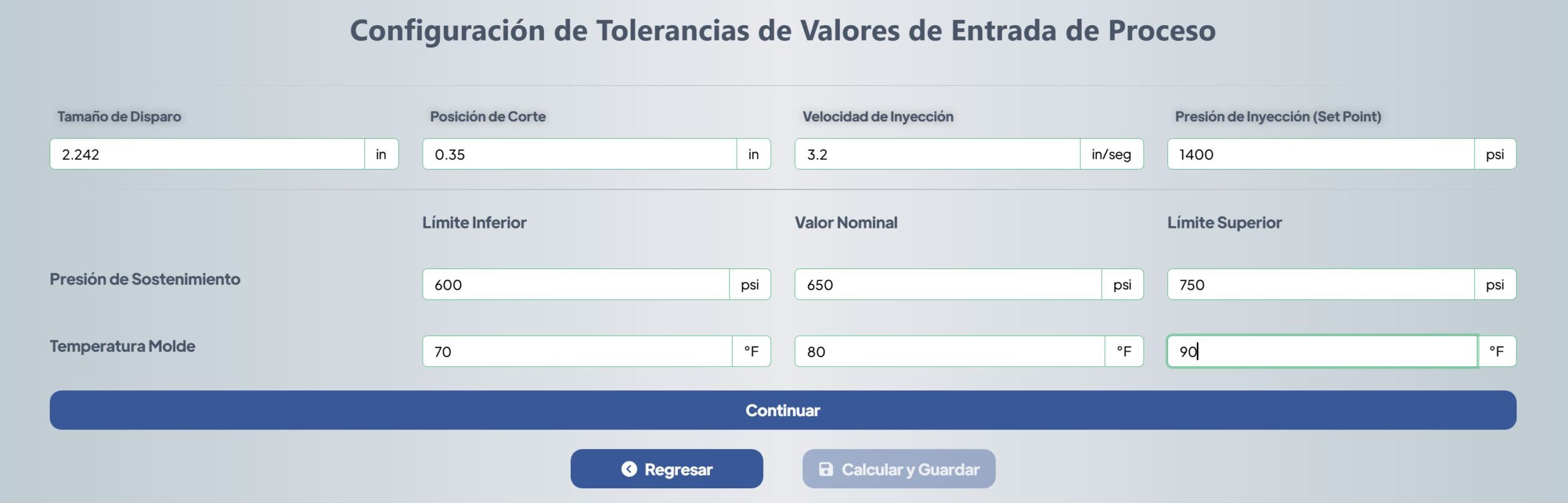
8. Ingresa los valores requeridos:
– Tamaño de Disparo,
– Posición de Corte / Transferencia / V/P,
– Velocidad de Inyección,
– Presión de Inyección (Set Point).
9. Ingresa los Límites de Presión de Sostenimiento definidos o estimados para el proceso.
10. Ingresa los Límites de Temperatura definidos o estimados para el proceso.
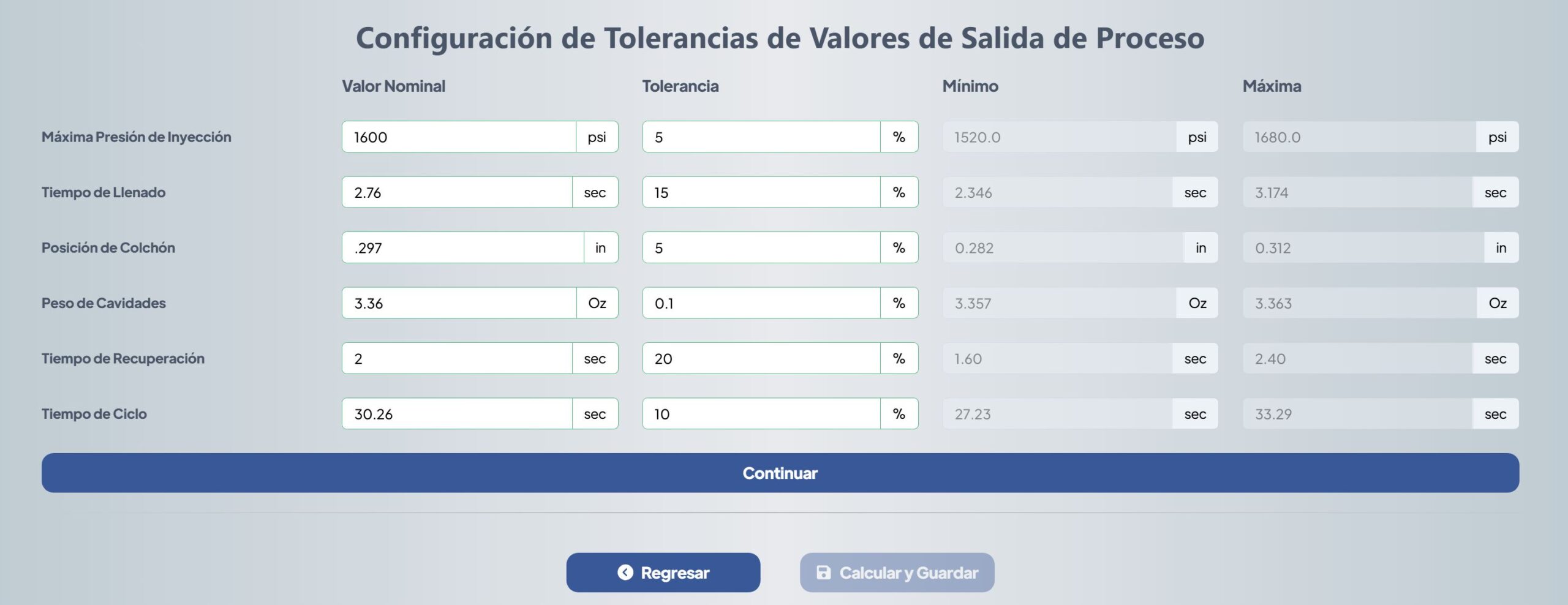
11. Configura los Valores Nominales y las Tolerancias para los Valores de Salida de Proceso (Outputs):
– Máxima Presión de Inyección (Max Injection Pressure)
– Tiempo de Llenado (Fill Time)
– Posición de Colchón (Cushion)
– Peso de Cavidades (Cavity Weight)
– Tiempo de Recuperación (Recovery Time)
– Tiempo de Ciclo (Cycle Time)

12. Ejecuta los experimentos de DOE, según la tabla y el orden generado aleatoriamente.
13. Ingresa los valores por línea según su orden:
– Máxima Presión de Inyección (Max Injection Pressure)
– Tiempo de Llenado (Fill Time)
– Posición de Colchón (Cushion)
– Peso de Cavidades (Cavity Weight)
– Tiempo de Recuperación (Recovery Time)
– Tiempo de Ciclo (Cycle Time)
14. Reserva las Piezas Moldeadas correspondientes a los valores capturados.
IMPORTANTE: Después de cada ejecución, se deben de ajustar los parámetros para el siguiente experimento y deben de ser desechados al menos los primeros 6 disparos, después del arranque de máquina.
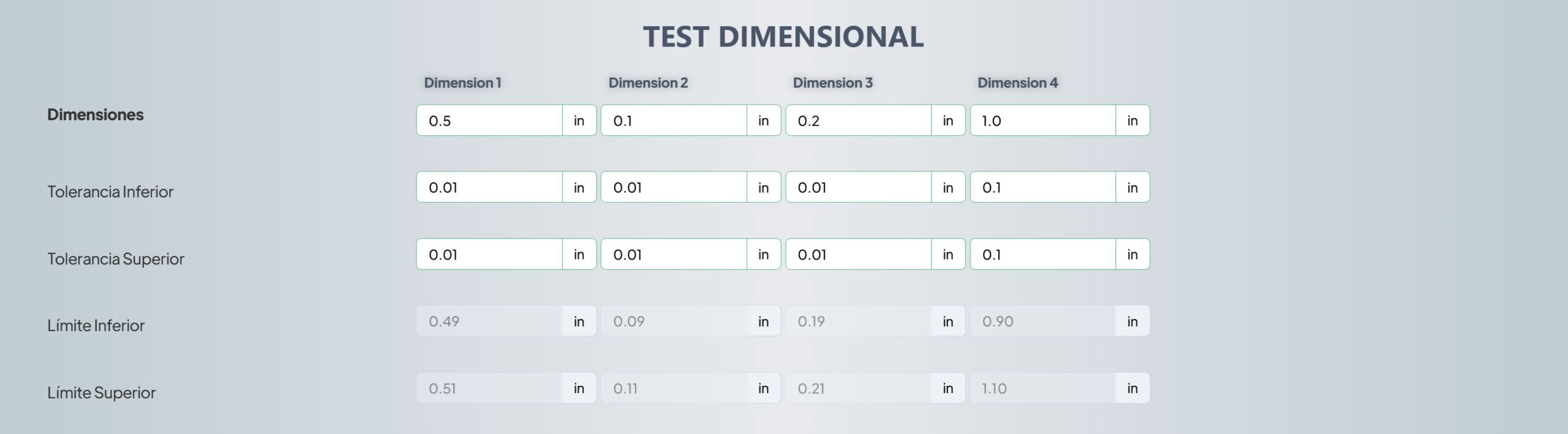
15. Ingresa las Dimensiones críticas de la pieza, según el plano o características de las piezas.
16. Ingresa las Tolerancias Mínimas y Máximas para cada una de las dimensiones.
NOTA: En caso de querer invalidar una de las dimensiones, solo ingresa el valor 1 a la casilla de dimensión y 1 a las casillas de tolerancia, esto desestimará la dimensión del estudio.

17. Realiza las mediciones correspondientes a una de las piezas, elige una sola cavidad para el estudio
18. Ingresa los resultados de medición en las casillas correspondientes.
19. En el caso de Dimensión Omitida, solo agrega el valor de 1 a cada una de las casillas.
20. En la columna “Cosmético” selecciona PASA o FALLA, si la pieza es aceptable y presenta defectos de moldeo como Tiro Corto, Rebaba, Hundimiento, Deformación, etc.
21. Ingresa el Porcentaje de Aceptación deseado para el proceso, este debe de ser definido por el equipo de trabajo de tu empresa.
22. Ingresa Comentarios referentes al experimento realizado, anotaciones, irregularidades o cualquier tipo de suceso necesario.
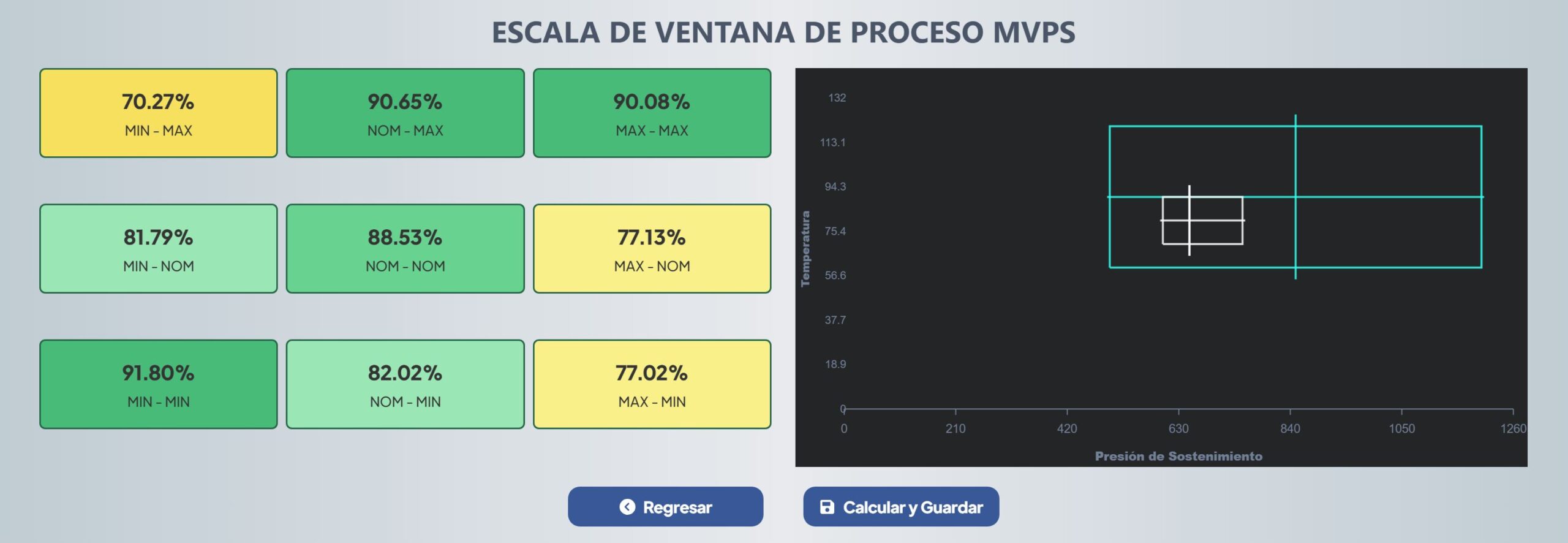
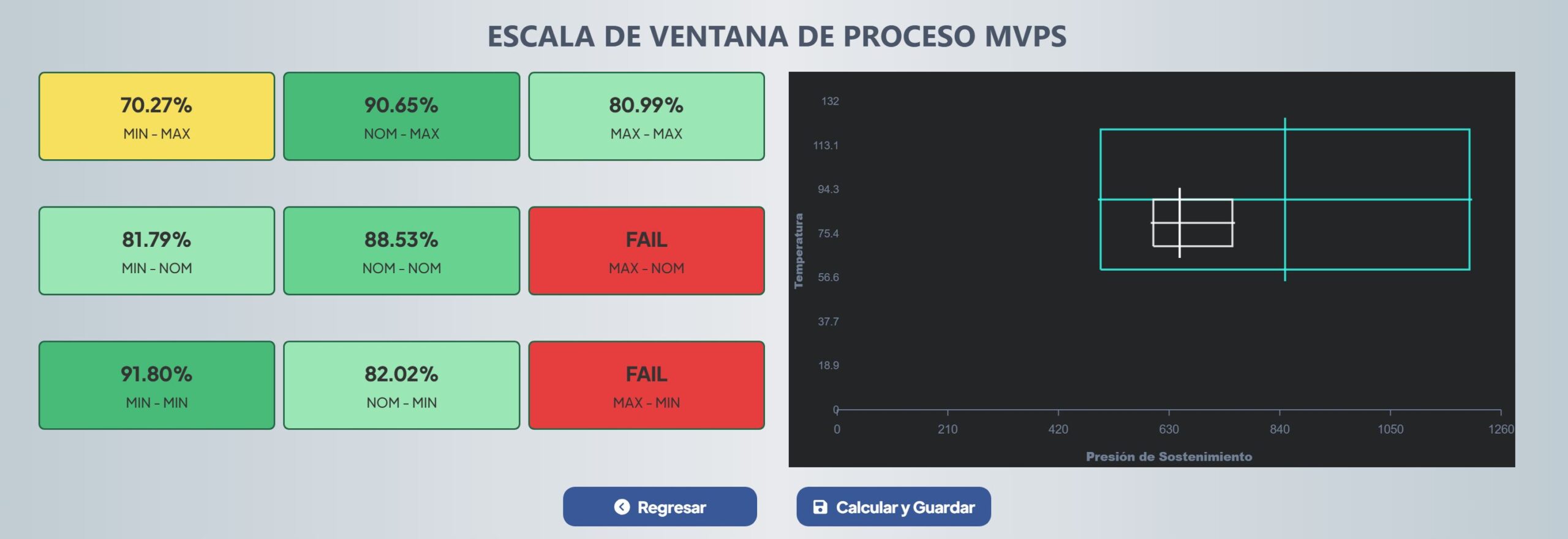
Ventana de Proceso MVPS:
CASO A
Ventana Mosaico: Muestra el porcentaje de aceptación de tu proceso de moldeo, en base a los Límites de Proceso y las Tolerancias Dimensionales. Un punto estable de proceso tendrá una tendencia hacia el 100% y será resaltado con un color Verde Oscuro, mientras que un punto inestable se estará alejando del 100% y marcando con color Amarillo.
Ventana Cartesiana: Muestra en color Azul, el área de trabajo posible por la Hoja de Proceso de la Resina (PDS: Process Data Sheet). Y en color Blanco, la ubicación del proceso de moldeo actual. Esto permite analizar si los parámetros de validación inicial pueden ser ajustados y en qué dirección.
Interpretación: En base a los resultados obtenidos podemos definir lo siguiente:
– Los rangos del Proceso de Moldeo SI son seguros para su operación,
– La Ventana de Proceso está Dentro de un área aceptable para el material utilizado,
– La Ventana de Proceso SI satisface las exigencias del Producto Moldeado,
– Las variaciones de proceso NO afectarán la integridad del Producto Moldeado.
– El Proceso de Moldeo SI es seguro para su ejecución.
Ventana de Proceso MVPS:
CASO B
Ventana Mosaico: Muestra cuadros en rojo, esto indica que esa combinación de parámetros afecta en uno o mas factores, la integridad del Producto Moldeado. Por lo tanto, el proceso debe ser reevaluado y ejecutado con nuevos valores, los cuadros rojos nos ayudarán a conocer en qué sentido debemos mover nuestro Proceso de Moldeo.
Ventana Cartesiana: Muestra si el Proceso de Moldeo puede ser ajustado en la dirección que sugiere la Ventana Mosaico. En dado caso que la ventana blanca estuviera fuera de la ventana azul, nos avisará que el proceso está configurado fuera de los rangos sugeridos por el Proveedor de Resina.
Interpretación: En base a los resultados obtenidos podemos definir lo siguiente:
– Los rangos del Proceso de Moldeo NO son seguros para su operación,
– La Ventana de Proceso está Fuera de un área aceptable para el material utilizado,
– La Ventana de Proceso NO satisface las exigencias del Producto Moldeado,
– Las variaciones de proceso SI afectarán la integridad del Producto Moldeado.
– El Proceso de Moldeo NO es seguro para su ejecución.
23. En cualquiera de los casos, puedes guardar, imprimir y compartir los resultados del experimento.
NOTA: Asegurate de guardar el cálculo correctamente, para que se archive en tu registro personal, el PDF estará disponible y descargable de forma permanente.
FAQ’s – Preguntas Frecuentes
¿Qué es una ventana de proceso en moldeo por inyección?
Es el rango de parámetros (temperatura, presión, tiempo) dentro del cual se pueden producir piezas aceptables. Una ventana amplia indica un proceso robusto; una estrecha es señal de un proceso inestable.
¿Cuál es el objetivo principal de definirla?
Garantizar que pequeñas variaciones (como cambios en la viscosidad del material o la temperatura ambiental) no resulten en piezas defectuosas, asegurando la repetibilidad a largo plazo.
¿Cómo influye la temperatura del fundido en la ventana?
A mayor temperatura, el material fluye más fácil (menos viscosidad), lo que suele ampliar la ventana de llenado, pero puede estrechar la ventana de enfriamiento y degradar el polímero.
¿Qué relación hay entre la presión de inyección y la ventana?
La presión define los límites de “pieza corta” (mínima) y “rebaba” (máxima). El espacio entre estos dos extremos define la amplitud de tu ventana de operación.
¿Qué es un “proceso centrado”?
Es cuando operamos exactamente en el medio de nuestra ventana. Esto nos da el máximo margen de seguridad hacia ambos lados (evitando tanto piezas cortas como rebabas).
¿Cómo afecta el diseño del molde a la ventana de proceso?
Un molde con buen venteo y enfriamiento uniforme crea una ventana mucho más grande, permitiendo al técnico ajustar parámetros sin temor a generar defectos inmediatos.
¿Por qué es vital para el Moldeo Científico?
Porque el Scientific Molding no busca solo “hacer piezas buenas”, sino encontrar científicamente los límites donde las piezas fallan para alejarse de ellos.
Optimiza tu robustez
Define y valida tu ventana de operación con precisión técnica. Utiliza nuestra plataforma de cálculos en: www.molding-vps.com.
¿Qué sucede si la ventana de proceso es demasiado pequeña?
Cualquier cambio mínimo, como el encendido del aire acondicionado en la planta o un nuevo lote de resina, provocará scrap masivo, haciendo el proceso “ingobernable”.
¿Cómo influye el espesor de la pared en la ventana?
Piezas de pared delgada suelen tener ventanas más estrechas debido a que el material se solidifica muy rápido, exigiendo presiones y velocidades de inyección muy precisas.
¿Qué papel juega la viscosidad del material?
Si la viscosidad varía mucho entre lotes, la ventana de proceso se desplaza. Un proceso robusto debe ser capaz de absorber estas variaciones sin necesidad de reajustar la máquina constantemente.
¿Cuándo se debe validar la ventana de proceso?
Siempre durante la etapa de calificación del molde (IQ/OQ/PQ). Es el documento que respalda que el proceso es capaz de entregar calidad consistente bajo condiciones reales de producción.
¿Cómo ayuda la tecnología VPS a mantener la ventana?
Nuestras herramientas permiten monitorear los parámetros clave en tiempo real, asegurando que el proceso se mantenga dentro de los límites validados y alertando antes de que ocurra un defecto.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas, dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.