


Tiempo de Enfriamiento
El Tiempo de Enfriamiento es una etapa muy importante en el Proceso de Moldeo. Después de que el material se ha fundido y moldeado en la forma deseada, y haber completado todos los ejercicios anteriores; es necesario dejar que la Pieza Moldeada se enfríe correctamente antes de poder Expulsar del Molde. Durante este tiempo, el material se solidifica y adquiere la resistencia mecánica necesaria para mantener su forma.
La duración del Tiempo de Enfriamiento puede variar dependiendo del tipo de material utilizado y del tamaño y complejidad del molde. Es importante respetar este tiempo para asegurar la calidad y durabilidad del producto final.
Un enfriamiento insuficiente puede provocar defectos como Deformaciones o Grietas, mientras que un enfriamiento excesivo puede prolongar innecesariamente el tiempo de producción o comportamiento de la Pieza Plástica dentro de las Cavidades del Molde. Por lo tanto, controlar y ajustar adecuadamente el Tiempo de Enfriamiento es esencial para obtener resultados óptimos en el Proceso de Moldeo.

Instrucciones
Para encontrar el tiempo de enfriamiento óptimo de la Pieza moldeada se utilizaran datos previamente cargados con la resina utilizada.
- Encontrar el máximo espesor de pared de la pieza; esta dimensión puede ser encontrada en el plano de la pieza, archivo de diseño 3D o midiendo físicamente el molde.
- Anotar la temperatura Melt
- Utilizar el ejercicio Melt 30-30 y capturar en el espacio en blanco.
- Capturar la temperatura deseada con la que se quiere retirar la pieza del molde.
- Esta debe ser menor que la Temperatura Melt y mayor que la Temperatura de Molde para lograr una mejor eficiencia del Proceso de Moldeo.
El tiempo de enfriamiento recomendado se visualizará en la parte inferior derecha.
Procedimiento
Selecciona la Tarjeta: Tiempo de Enfriamiento
1. Selecciona el Sistema de Medición.
2. Ingresa los nombres o ID de los elementos:
– Molde,
– Máquina,
– Resina y
– Producto Moldeado.
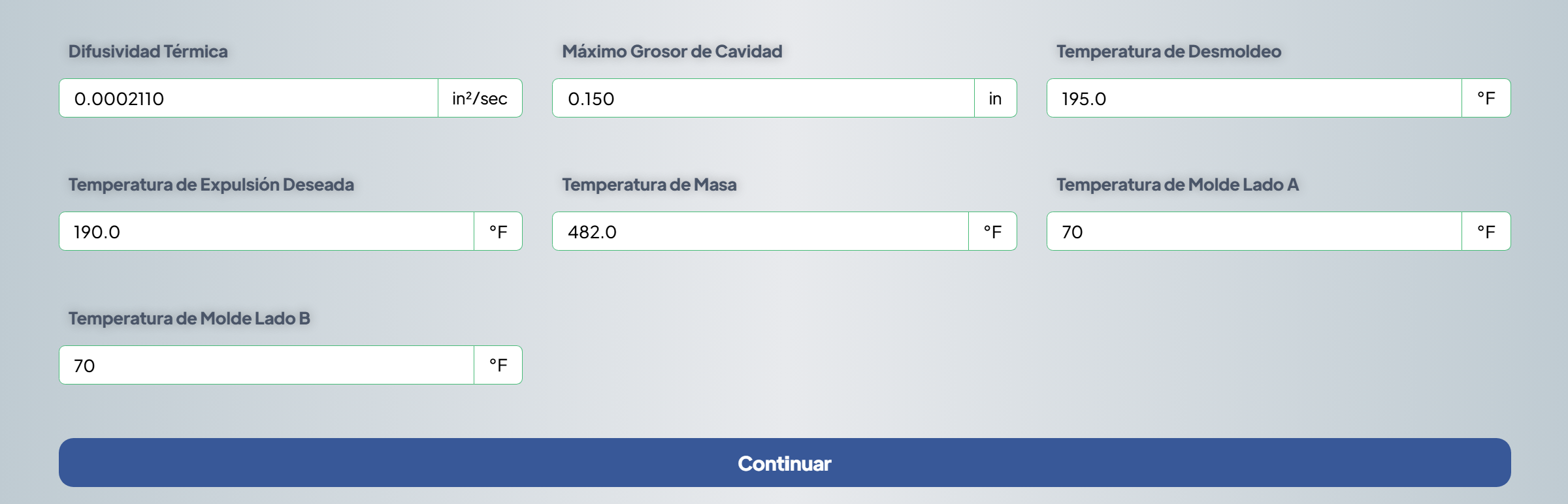
3. Introduce los Todos los datos requeridos y selecciona “Continuar”.

4. Observa los resultados y selecciona “Calcular y Guardar”.

5. Puedes descargar e imprimir tu reporte en formato PDF. Los datos se guardan automáticamente en tu base de datos personal.
FAQ’s – Preguntas Frecuentes
¿Qué es el tiempo de enfriamiento en el moldeo por inyección?
Es el periodo necesario para que el material fundido dentro del molde disipe calor hasta alcanzar una temperatura que le permita ser expulsado sin deformarse. Es la etapa que más influye en la rentabilidad del proceso.
¿Cómo se calcula teóricamente el tiempo de enfriamiento?
Se basa principalmente en el espesor máximo de la pared de la pieza, la difusividad térmica del material y la diferencia de temperatura entre el fundido y el molde. A mayor espesor, el tiempo aumenta de forma exponencial, no lineal.
¿Qué sucede si el tiempo de enfriamiento es demasiado corto?
La pieza se expulsa aún blanda, lo que provoca deformaciones permanentes (warpage), marcas de los pernos botadores o variaciones dimensionales críticas al enfriarse fuera del molde.
¿Por qué es un error tener un tiempo de enfriamiento excesivo?
Aunque asegura la estabilidad de la pieza, un exceso aumenta innecesariamente el tiempo de ciclo, incrementando los costos de producción y reduciendo la capacidad de salida de la planta.
¿Cómo influye el diseño del canal de refrigeración?
Un diseño de “enfriamiento conformado” o canales bien distribuidos aseguran una extracción de calor uniforme. Si el enfriamiento es disparejo, se generan esfuerzos internos que causan que la pieza se tuerza.
Optimiza tu ciclo
No pierdas dinero con segundos de sobra. Calcula el tiempo de enfriamiento ideal según tu material en: www.molding-vps.com.
¿Qué papel juega la temperatura del molde en este proceso?
Un molde más frío reduce el tiempo de enfriamiento, pero puede afectar el acabado superficial (brillo) o generar tensiones internas. Se debe buscar el equilibrio entre calidad estética y velocidad.
¿Cómo afecta el tipo de polímero al tiempo de enfriamiento?
Los materiales semicristalinos (como el PE o PP) requieren más tiempo de enfriamiento que los amorfos (como el PS o ABS) debido a que deben liberar el calor latente de cristalización para solidificarse.
¿Qué es el enfriamiento “efectivo” en moldeo científico?
Es el punto donde la pieza es lo suficientemente rígida para soportar las fuerzas de expulsión. El objetivo del Scientific Molding es encontrar este punto mínimo para maximizar la eficiencia de la máquina.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas, dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.