


Balance de Cavidades
Revisar el Balance de Cavidades en un proceso de moldeo es muy importante, ya que así podemos lograr una confiabilidad de llenado simultáneo en todas las cavidades del Molde y evitar problemas como Flash y Tiro Corto causados por esta razón.
En la mayoría de los casos, todas las cavidades de un molde son simétricas. Sin embargo hay excepciones donde las piezas presentan diferente volumen; esto no debe ser impedimento para que la diferencia de tamaños altere la Velocidad de Llenado uniforme en cada cavidad. Para esto debe ser previamente diseñado la cantidad y tamaño de los Puntos de Inyección o Gates del Molde.

Instrucciones
- Previamente definido el 95-98% de Inyección en Primera Etapa de Llenado, debemos eliminar o reducir al mínimo permitido la Segunda Etapa de Inyección en la Máquina de Moldeo.
- Verificar que el Tiempo de Enfriamiento sea suficiente para expulsar la pieza.
- Se recomienda agregar el tiempo que de la Segunda Etapa de Inyección que se eliminó al Tiempo de Enfriamiento, para asegurar el enfriamiento de la Pieza Moldeada.
- Ajuste la Velocidad de Inyección conforme los resultados del Estudio de Viscosidad.
- Utilice el mejor rango de resultados capturando el valor mínimo y máximo, para poder crear una nueva discriminación de resultados.
- Inicie el Proceso de Moldeo, espere de 3 a 5 tiros y pese el tiro completo por Cavidades separadas y anótelo en el espacio asignado para cada cavidad.
- Registre los resultados en la columna correspondiente.
- El Runner puede ser agregado para conocer el Peso Total de Disparo y tomar consideraciones en caso de que esté presente inconsistencias.
- Registre el Tiempo de Inyección resultante en la casilla correspondiente.
- Deberá seleccionar la Velocidad de Inyección con mejor balance obtenido; el cual será marcado en Color Verde.
Este experimento nos permite analizar dos factores importantes.
Balance por Velocidad: La velocidad óptima para mantener la el balance de cavidades y la afectación al grupo de Cavidades dependiente de la variación de la Velocidad de Inyección.
Balance por Cavidad: La variación individual de cada una de las Cavidades en relación a cada velocidad de Disparo, para poder decidir si es necesario un ajuste individual, así como la sensibilidad individual al cambio de Velocidad de Inyección.
La Gráfica nos permitirá observar el equilibrio en ambos tipos de Balance.
Procedimiento
Selecciona la Tarjeta: Balance de Cavidades
1. Selecciona el Sistema de Medición.
2. Ingresa los nombres o ID de los elementos:
– Molde,
– Máquina,
– Resina y
– Producto Moldeado.
3. Introduce los Todos los datos requeridos y selecciona “Continuar”.

4. Completa los datos de la tabla, según los datos que muestre la máquina. Agrega mas cavidades, de ser necesario.

5. Revisa los resultados y selecciona “Continuar”.
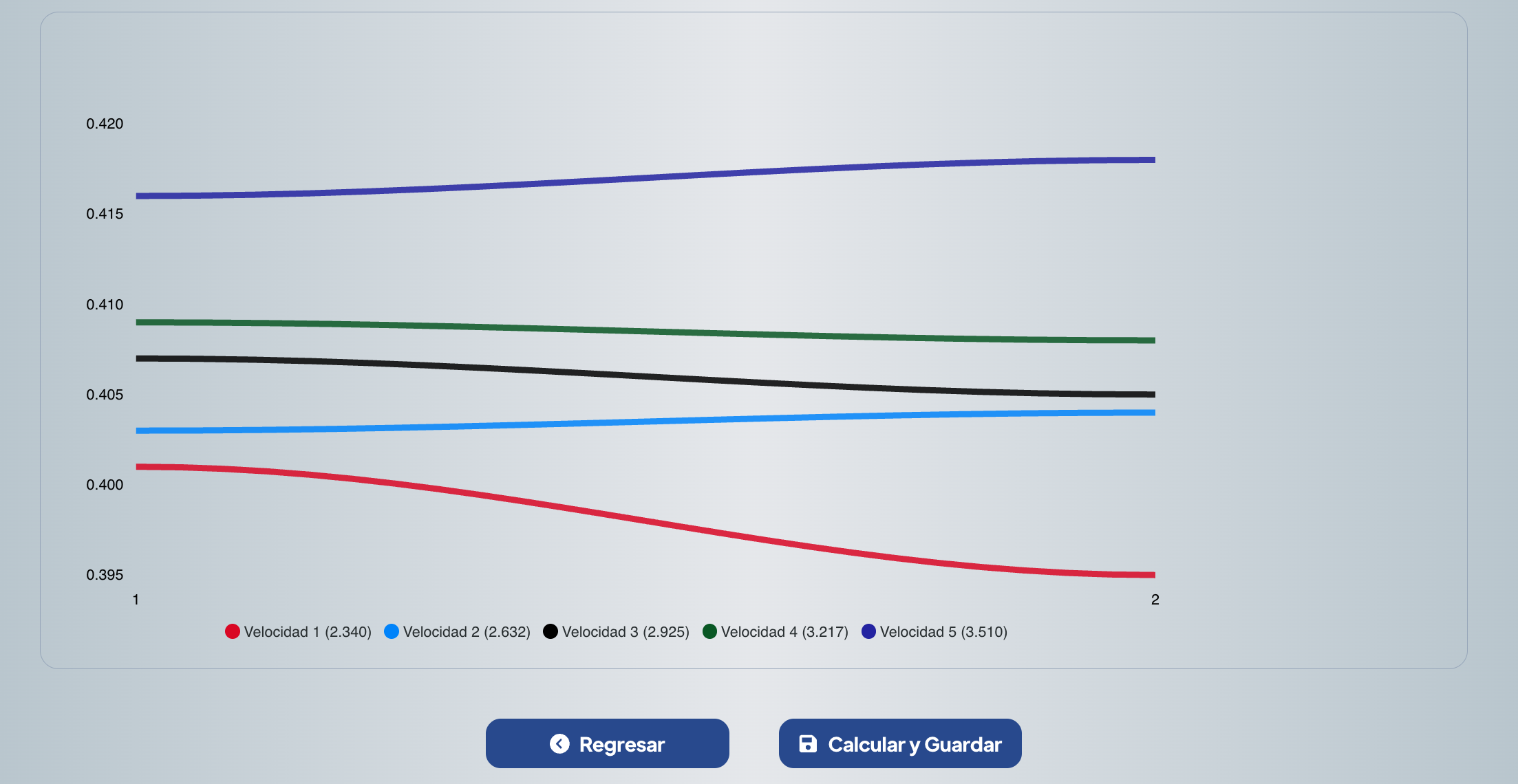
6. Visualiza la Gráfica de Balance.
7. Selecciona “Calcular y Guardar”.
8. Puedes descargar e imprimir tu reporte en formato PDF. Los datos se guardan automáticamente en tu base de datos personal.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas, dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.