


Estudio de Balance de Cavidades en Moldeo por Inyección
Revisar el Balance de Cavidades en un proceso de moldeo es un paso crítico para garantizar la calidad y rentabilidad de tu producción. El objetivo es lograr una confiabilidad de llenado simultáneo en todas las cavidades del molde, evitando así problemas severos de calidad como el Flash (rebaba) en unas piezas y el Tiro Corto (piezas incompletas) en otras.
En la mayoría de los casos, las cavidades de un molde se diseñan de forma simétrica. Sin embargo, existen moldes de familias donde las piezas presentan diferentes volúmenes. Esta diferencia de tamaño no debe ser un impedimento para lograr una Velocidad de Llenado uniforme en cada cavidad; para lograrlo, el tamaño y la cantidad de los puntos de inyección (Gates) deben estar calculados y diseñados meticulosamente.
Para dejar atrás las hojas de cálculo manuales y visualizar el desbalance de tus moldes en segundos, te invitamos a utilizar los módulos de análisis de www.moldinghub.com. En nuestra plataforma encontrarás herramientas funcionales que graficarán automáticamente el comportamiento de cada cavidad de tu molde.

Instrucciones para la Prueba de Balance de Cavidades
Para ejecutar este experimento correctamente, asegúrate de seguir este procedimiento paso a paso:
1. Preparación de la Máquina
- Ajuste de Llenado: Define la Primera Etapa de Llenado entre el 95% y el 98% de la capacidad total de la pieza.
- Aísla la Inyección: Elimina o reduce al mínimo permitido la Segunda Etapa de Inyección (Presión de Sostenimiento/Hold).
- Compensa el Enfriamiento: Al quitar el tiempo de sostenimiento, asegúrate de sumar ese tiempo eliminado al Tiempo de Enfriamiento. Esto garantizará que la pieza moldeada se enfríe lo suficiente para ser expulsada sin deformaciones.
2. Ejecución y Registro
- Configura la Velocidad: Ajusta la Velocidad de Inyección basándote en los resultados de tu Estudio de Viscosidad. Utiliza el mejor rango de resultados (capturando el valor mínimo y máximo) para crear una nueva discriminación de datos.
- Estabiliza el Proceso: Inicie el proceso de moldeo y desecha los primeros 3 a 5 tiros hasta que el ciclo se estabilice.
- Pesaje Individual: Toma un tiro completo y pesa cada pieza por cavidades separadas. Registra el peso en la columna correspondiente de tu formato. (Opcional: Pesa también la colada/runner para conocer el Peso Total de Disparo e identificar inconsistencias generales).
- Registra el Tiempo: Anota el Tiempo de Inyección real resultante en cada prueba.
3. Análisis de Resultados en MoldingHub
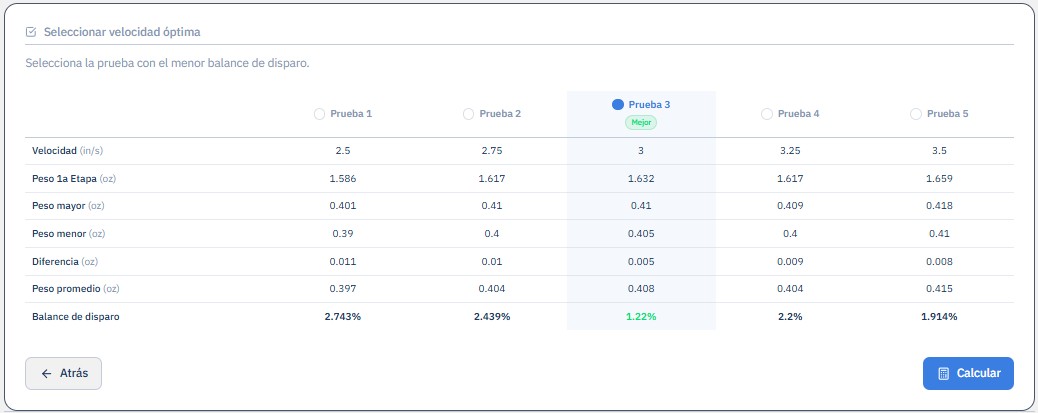
Al ingresar tus datos, el sistema evaluará y seleccionará automáticamente la velocidad de inyección con el mejor balance obtenido, resaltándola en Color Verde.
Este experimento te permitirá analizar dos factores fundamentales:
- Balance por Velocidad: Descubre cuál es la velocidad óptima para mantener el equilibrio del llenado y cómo la variación en la velocidad de inyección afecta al grupo de cavidades en su conjunto.
- Balance por Cavidad: Evalúa la variación de peso individual de cada cavidad frente a diferentes velocidades de disparo. Esto es vital para decidir si se requiere un ajuste mecánico en el molde (como abrir un gate) y conocer la sensibilidad particular de cada cavidad a los cambios de proceso.
Visualización de Datos: La gráfica generada te permitirá observar de manera clara y precisa el nivel de equilibrio en ambos tipos de balance.
Procedimiento
Selecciona la Tarjeta en la sección de MoldingApp
Selecciona el Sistema de Medición
Ingresa los nombres o ID de los elementos:
Nombre del ejercicio, Máquina, Resina y Molde, Agrega comentarios de ser necesario.
*Los ítems pueden ser seleccionados directamente desde tu base de datos
*Los datos de resina y de molde no son necesarios, pero sirven para identificar y relacionar tus equipos para futuros calculos.
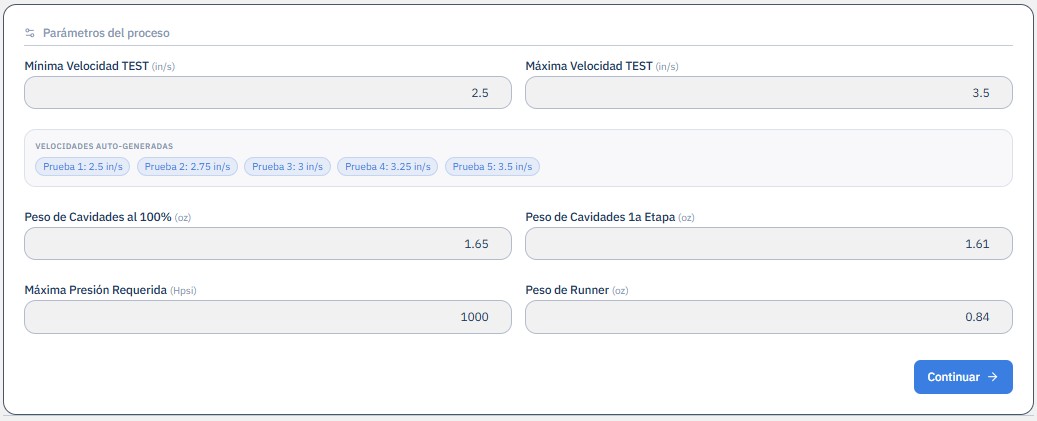
Ingresa la Información de Cálculo
Ingresa los datos requeridos:
Todos los datos son importantes para obtener resultado precisos.
Completa los datos de la tabla conforme a cada estudio realizado, tomando los valores del control de mando de la máquina.
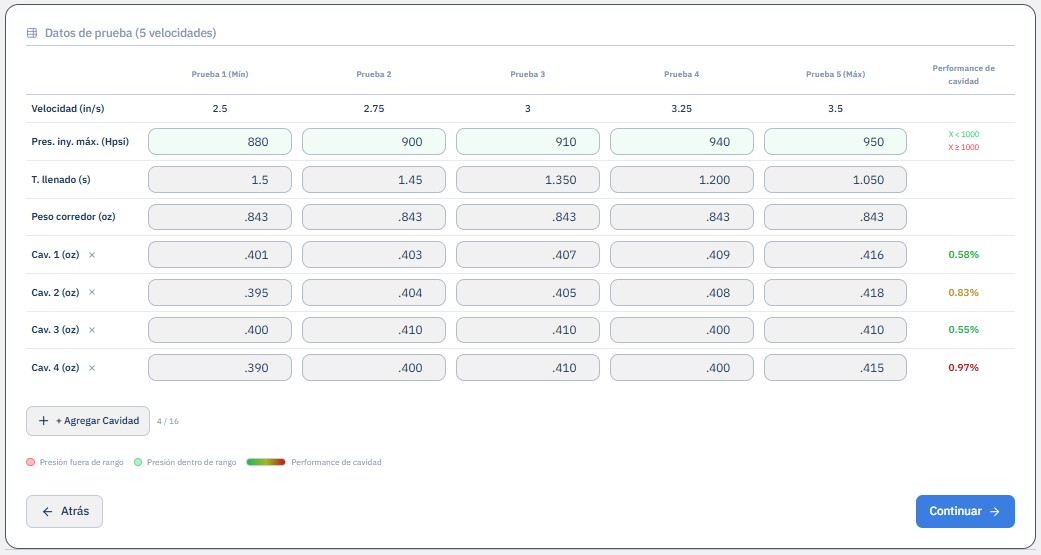
Elige la prueba con mejores resultados de balance
Resultados
Una vez elegido las secuencias óptimas de trabajo, se visualizará la gráfica de Balance de Cavidades, una manera descriptiva que representa las tendencias de comportamiento de de cada disparo y cada cavidad del molde.

Descarga e Imprime
Puedes descargar los resultados en formato PDF e imprimirlos, es muy importante tener un archivo de tus cálculos, es por eso que MVPS te ofrece un almacenamiento personal en nuestro sitio www.moldinghub.com.
FAQ’s – Preguntas Frecuentes
¿Qué es el balance de cavidades en el moldeo por inyección?
Es el proceso de asegurar que el plástico fundido llene todas las cavidades del molde al mismo tiempo y con la misma presión. Un molde balanceado garantiza uniformidad en la calidad de todas las piezas producidas en un solo disparo.
¿Cómo se realiza un estudio de balance de cavidades?
Se realizan “disparos cortos” (short shots) reduciendo progresivamente el tamaño de inyección hasta que las cavidades estén llenas al 80-90%. Luego, se pesan las piezas de cada cavidad para comparar las diferencias.
¿Cuál es la variación porcentual aceptable en el balanceo?
En un proceso robusto, la variación de peso entre la cavidad más llena y la menos llena debe ser inferior al 5% para moldes nuevos, aunque lo ideal en moldeo científico es mantenerse por debajo del 2%.
¿Qué causa un desbalance en el molde?
Puede deberse a variaciones en la temperatura del molde, diferencias dimensionales en las compuertas (gates) o canales de alimentación, o un fenómeno conocido como “estratificación de corte” en el flujo del plástico.
¿Cómo afecta un molde desbalanceado a la rentabilidad?
Genera altos índices de rechazo (scrap), ya que mientras unas cavidades pueden tener piezas perfectas, otras podrían presentar rebabas o estar incompletas, obligando a descartar disparos completos.
Optimiza tu calidad:
Detecta desbalances antes de iniciar producción masiva. Registra tus datos de pesaje en nuestra aplicación técnica: www.moldinghub.com.
¿Qué es el balanceo reológico?
Se refiere al diseño de los canales para que el material recorra la misma distancia y experimente el mismo esfuerzo de corte hacia cada cavidad. Es vital para materiales sensibles a la temperatura.
¿Se puede corregir un desbalance ajustando la máquina?
Generalmente no. El desbalance es un problema mecánico o térmico del molde. Intentar corregirlo con presión de inyección suele causar que las cavidades más fáciles de llenar se sobre-empaquen, provocando rebabas.
¿Por qué es crítico para piezas de alta precisión?
En sectores como el médico o automotriz, una mínima variación entre cavidades puede hacer que una pieza no pase las pruebas de ensamble o funcionalidad. El estudio de balanceo asegura que el 100% de las cavidades cumplan la norma.
Las aplicaciones desarrolladas por moldingvps han sido desarrolladas y verificadas previamente. La confiabilidad de los procesos, equipos y herramientas son responsabilidad de cada usuario, así como el seguimiento de sus programas de mantenimiento, calibración y calidad para cada uno de ellos.
Los resultados ofrecidos por nuestras aplicaciones son 100% teóricas, dependen del correcto uso y llenado de cada elemento. Para cualquier duda envíanos un correo a contacto@moldingvps.com, en la brevedad posible le daremos seguimiento a cada caso.
